Descrição dos modos de produção
Antes de mais, convém dizer o que se entende por filigrana. Trata-se de uma técnica de ourivesaria que assenta no trabalho artesanal, que utiliza fios de ouro ou prata finíssimos, torcidos dois a dois e achatados/espalmados, aplicados numa armação/esqueleto previamente definida e elaborada (também ela de ouro ou prata).  A armação é da responsabilidade do ourives, que, com ela, dá forma à peça e delimita a área a trabalhar e preencher de fio. Este trabalho, minucioso, de preencher as peças com os finíssimos fios torcidos compete às “enchedeiras”, geralmente (e tradicionalmente, sobretudo em Gondomar) mulheres, que com delicadeza, leveza e paciência, enchem as armações de acordo com a estética ditada pela estrutura (armação).
A armação é da responsabilidade do ourives, que, com ela, dá forma à peça e delimita a área a trabalhar e preencher de fio. Este trabalho, minucioso, de preencher as peças com os finíssimos fios torcidos compete às “enchedeiras”, geralmente (e tradicionalmente, sobretudo em Gondomar) mulheres, que com delicadeza, leveza e paciência, enchem as armações de acordo com a estética ditada pela estrutura (armação).
O Repertório das Atividades Artesanais, que classifica as atividades do setor das artes e ofícios e as agrupa em classes, define a técnica da filigrana como o “processo que visa obter fios finíssimos a partir de uma barra de ouro ou de prata, os quais são depois torcidos manualmente originando um cordão serrilhado. O fio é curvado, enrolado e entrelaçado até se obter o efeito desejado. Existe a filigrana de aplicação (para decorar/encher outras peças) e a de integração (peça completamente feita em filigrana).”
De facto, a filigrana começou por ser uma técnica de aplicação em joias pré-existentes, meramente decorativa e, aos poucos, foi-se impondo constituindo, ela própria, peça individualizada e esteticamente valorizada. Efetivamente há duas correntes que têm acompanhado a produção de filigrana ao longo dos tempos: numa primeira fase e até ao século XIX, a filigrana aparece aplicada em peças de ourivesaria, como adorno ou decoração de artefactos luxuosos, muitas vezes combinada com pedrarias, esmaltes e outras decorações. Trata-se da técnica de aplicação, onde a filigrana não tinha o papel principal, antes era aplicada em joias pré-existentes contribuindo para a sua decoração e valorização estética.
 A partir do segundo quartel do século XIX, a filigrana encontra-se cada vez mais frequentemente como técnica de integração, mais complexa e tecnicamente mais exigente, construindo peças individualizadas e valendo por si só (sobre uma armação, o filigraneiro tece com fios finíssimos e delicados toda a obra).
A partir do segundo quartel do século XIX, a filigrana encontra-se cada vez mais frequentemente como técnica de integração, mais complexa e tecnicamente mais exigente, construindo peças individualizadas e valendo por si só (sobre uma armação, o filigraneiro tece com fios finíssimos e delicados toda a obra).
Não podemos aqui deixar de citar excertos do trabalho de Rocha Peixoto “As Filigranas” (1908) onde o autor tão bem explana todas as fases do processo tradicional do fabrico da filigrana, observado minuciosamente nos dois núcleos principais de produção em Portugal, Gondomar (S. Cosme) e Póvoa de Lanhoso (Travassos):
“Para o fabrico de uma peça de filigrana começa-se, em regra, por organizar o seu arcabouço fundamental, destinando-se os grandes espaços que as nervuras estruturais limitam a serem guarnecidos ou preenchidos pelo fio de ouro ou de prata, cuja tenuidade e disposição caracterizam esta especialidade artística. Ao arcabouço (…) é o que, em Travassos, denominam a armação, fita de ouro ou de prata obtida no que chamam o cilindro, isto é, entre dois tamboretes de aço paralelos, animados de movimento e dando-lhes a espessura e largura pretendidas. (…)
Edificada a armação, o fio que a vai ornar e encher é suficientemente adelgaçado de sorte a curvar-se e enrolar-se em espirais ou SS e em rodilhões, como dizem em Travassos, ou crespos, que é a denominação de Gondomar. Para a obtenção do fio já não se usa, mas ainda lembra, o martelo, (…). Sucedeu-lhe a fieira ou damasquilho. E a fieira é, como se sabe, uma espessa placa de aço crivada de orifícios com os calibres sucessivamente decrescentes, através dos quais o ouro e a prata são levados à espessura duma aresta e até de um cabeleiro. Chama-se a esta operação puxar o ouro (Travassos). E para tal começa-se por colocar a fieira entre dois tacos de madeira, paralelos e firmes no extremo da superfície dum banco. O ouro ou a prata, antecipadamente fundidos e vazados em rilheiros (S. Cosme), e batidos em redondo numa bigorna, são levados a uma das aberturas da fieira. Dela se faz emergir a ponta do fio a distender, e essa ponta é agarrada por uma longa tenaz de hastes recurvas, onde engancha a corrente de ferro ligada ao eixo dum sarilho no extremo do banco oposto ao que sustenta o damasquilho. Corrido o fio, passa-se depois para o ostíolo imediatamente inferior e seguintes até se conseguir o adelgaçamento requerido.
Por aqui ficam os ourives de Travassos. Em Gondomar, porém, ao banco preferem geralmente o cilindro, passando daqui ao fio, como aliás também do banco, para o tabuleiro, onde duma nova fieira anexa com os pertuchos diminutos, puxa à mão, com uma tenaz, o filigraneiro. É então que o fio se leva à grossura duma aresta. Por fim, do tabuleiro vai ao carrinho, no qual, por entre as estreitíssimas aberturas dos rubins, os dois metais atingem a finura extrema. (…)
De ordinário não se aplica o fio singelo. Tomam-se dois, torcem-se à mão concluindo a operação entre duas tábuas, submete-se rapidamente o cordão ao fogo da forja – o que também se chama recozer – ligando desta arte o par de fios, e levam-se depois ao cilindro que os esmaga, convertendo-os na ténue fita de subtilíssima denticulação que o trançado explica. O fio torcido com outro igual e parecendo ambos um só fio gravado é, e foi na Antiguidade, o elemento principal da filigrana. (…)
Resta encher as armações (…). Mas previamente organizam-se os SS e os crespos (…). Para encurvar e enrolar o fio dos SS (…) emprega-se a buxela (Travassos), espécie de pinça de aço cujos ramos findam em gumes. Sobre o tabuleiro de ferro e forçando, prendendo, tornando e largando o fio, lento e lento lhe dão a curvatura, cortando-o com um dos gumes logo que o S ou a espiral atingiram a dimensão e o enrolamento necessários. Com a buxela ainda em Travassos obtinham-se os rodilhões. Em Gondomar (…) há o ferro do crespo, espécie de alicate cujos ramos unem, no extremo, em cone. Fixo o fio de ouro na extremidade do utensílio, introduz-se na embutideira – que é uma lâmina com pequenas cavidades cónicas – e dá-se ao ferro um movimento de rotação mais ou menos prolongado. Claro está que se vai enrolando em volta do ferro; e como a cavidade tem a forma de um pequeníssimo cone invertido e a ela se adapta a terminação cónica do ferro, o ornamento resultante é um diminutíssimo cone (…).
Então, obtidos estes rolos, procede-se enfim ao enchimento das armações. Realizada a peça ou parte dela, (…), dispõe-se num carvão ou na espécie de umbela constituída principalmente por muitos fios de ferro, que em S. Cosme denominam piruca e em Travassos chamam aranhola. Cobre-se, seguidamente, de solda. E o maçarico (…) intervém agora com a sua característica função. (…)
Na prática duma soldadura tão subtil que não seja perceptível a olho nu reside a habilidade suprema do artífice. (…)
Em Travassos metade da solda é formada pelo ouro e a outra metade compõe-se de um terço de cobre e dois de prata. Em Gondomar a 10 gramas de ouro adiciona-se grama e meia de prata e uma e meia de cobre e trincal. Esparge-se a solda com a borrachinha e, aplicando o maçarico, vigia-se ininterruptamente a acção do fogo. (…)
A peça de filigrana de ouro, uma vez soldada, é de novo recozida a fim de desaparecerem os efeitos do fumo e da soldadura. (…)
Depois de limpar falta ainda corar. (…)
(…) As filigranas, depois de receberem a cor, são ainda areadas ou polidas com areia fina, água e uma escova, a fim de adquirirem o brilho conhecido. (…) Isto feito, são os objectos brunidos, última e simplíssima operação que se limita ao atrito hábil e, de resto, sumário, duma haste de aço cilíndrica – o brunidor. (…)”
O processo de produção que aqui se irá descrever é o tradicional método artesanal de produção da filigrana (ainda que atualmente, e compreensivelmente, com algumas diferenças em relação ao descrito por Rocha Peixoto no início do século XX). Hoje, algumas das fases de produção encontram-se alteradas, agilizadas, quer por evoluções dos equipamentos utilizados, quer por aquisição da matéria-prima já preparada e pronta a usar (fios), o que em nada adultera o caráter artesanal da atividade.
No entanto, sublinhamos que o presente processo de certificação da filigrana apenas abarcará a produção artesanal da filigrana, estando excluída toda e qualquer peça cujo filigranado seja feito através do método da injeção, tão presente atualmente no mercado e responsável pela desvalorização e banalização do termo “filigrana”, confundindo o consumidor e penalizando os ourives/filigraneiros que veem o seu produto, fruto de um complexo e demorado processo de produção artesanal, comparado com peças industriais e de produção em massa.
• Desenho
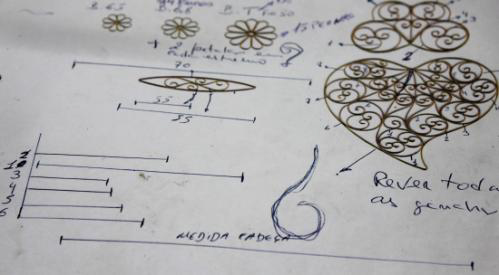 O ponto de partida para criação de uma peça de filigrana é o desenho, geralmente feito numa folha de papel pelo próprio artesão ou selecionado por ele de uma panóplia de desenhos-modelos pré existentes e bem guardados nas oficinas tradicionais. Deve ser preciso e claro e fornecer todos os dados necessários a uma correta leitura e transposição para o metal. Na sua maioria, são desenhos livres, intuitivos, fruto da observação e reprodução do artesão, ou simples debuxos sem ter em conta questões mais complexas e completas que o desenho técnico impõe. O desenho deve seguir uma escala o mais real possível, para evitar erros na transposição para a peça, através de interpretações incorretas e projeções que comprometam a perfeita representação da peça desenhada. Atualmente, e fruto da integração, em algumas oficinas de ourives, de designers responsáveis por desenhar peças mais contemporâneas, os métodos estão a sofrer alterações e a ser gradualmente informatizados. No entanto, e para as peças mais tradicionais, usam-se os “velhos” debuxos guardados religiosamente pelo ourives (ou, não raras vezes, as imagens guardadas na memória dos ourives mais antigos).
O ponto de partida para criação de uma peça de filigrana é o desenho, geralmente feito numa folha de papel pelo próprio artesão ou selecionado por ele de uma panóplia de desenhos-modelos pré existentes e bem guardados nas oficinas tradicionais. Deve ser preciso e claro e fornecer todos os dados necessários a uma correta leitura e transposição para o metal. Na sua maioria, são desenhos livres, intuitivos, fruto da observação e reprodução do artesão, ou simples debuxos sem ter em conta questões mais complexas e completas que o desenho técnico impõe. O desenho deve seguir uma escala o mais real possível, para evitar erros na transposição para a peça, através de interpretações incorretas e projeções que comprometam a perfeita representação da peça desenhada. Atualmente, e fruto da integração, em algumas oficinas de ourives, de designers responsáveis por desenhar peças mais contemporâneas, os métodos estão a sofrer alterações e a ser gradualmente informatizados. No entanto, e para as peças mais tradicionais, usam-se os “velhos” debuxos guardados religiosamente pelo ourives (ou, não raras vezes, as imagens guardadas na memória dos ourives mais antigos).
• Fundição
 O metal (ouro ou prata) é colocado no cadinho que é aquecido na forja a uma temperatura de cerca de 900 graus centígrados até fundir. O cadinho é depois retirado com uma tenaz e o metal vertido numa rilheira de ferro que lhe dá a forma de uma barra comprida. A chapa assim obtida é depois martelada e repuxada até ficar uma lâmina. O modelo é passado do desenho para essa chapa e depois recorta-se ou serra-se a chapa.
O metal (ouro ou prata) é colocado no cadinho que é aquecido na forja a uma temperatura de cerca de 900 graus centígrados até fundir. O cadinho é depois retirado com uma tenaz e o metal vertido numa rilheira de ferro que lhe dá a forma de uma barra comprida. A chapa assim obtida é depois martelada e repuxada até ficar uma lâmina. O modelo é passado do desenho para essa chapa e depois recorta-se ou serra-se a chapa.
• Obtenção do fio
 O fio obtido por fundição e vazamento numa rilheira é batido na bigorna, e a primeira redução de espessura é efetuada no trefilador. Depois de estar nas dimensões pretendidas, é conformado na fieira ou damasquilho, até determinada espessura e, finalmente é estirado nos denominados rubis, peças de ferramenta que possuem uma largura superior à fieira e que permitem a obtenção de fio com espessuras inferiores a 0,2mm.
O fio obtido por fundição e vazamento numa rilheira é batido na bigorna, e a primeira redução de espessura é efetuada no trefilador. Depois de estar nas dimensões pretendidas, é conformado na fieira ou damasquilho, até determinada espessura e, finalmente é estirado nos denominados rubis, peças de ferramenta que possuem uma largura superior à fieira e que permitem a obtenção de fio com espessuras inferiores a 0,2mm.
• Torção do fio
 Pegam-se em dois fios e torcem-se à mão, terminando a operação entre duas tábuas. Depois o cordão daí resultante vai à forja a uma temperatura de cerca de 700 graus centígrados para recozer, ligando os dois fios. Esses fios são depois esmagados por um cilindro, tornando-se mais leves e laminados e constituindo o torcido tão importante para a obtenção do resultado final rendilhado da filigrana.
Pegam-se em dois fios e torcem-se à mão, terminando a operação entre duas tábuas. Depois o cordão daí resultante vai à forja a uma temperatura de cerca de 700 graus centígrados para recozer, ligando os dois fios. Esses fios são depois esmagados por um cilindro, tornando-se mais leves e laminados e constituindo o torcido tão importante para a obtenção do resultado final rendilhado da filigrana.
• Obtenção do esqueleto, armação ou arcabouço
 A armação/esqueleto define e limita os espaços que irão, posteriormente, ser preenchidos pelo fio. É feita por uma chapa/fita de ouro ou prata, obtida no cilindro, que lhe dá a espessura e largura pretendida e na qual se vai fazendo o contorno e nervuras interiores da peça que lhe dão a resistência e o aspeto desejado. A armação/esqueleto pode ser feita manualmente ou utilizar meios mecânicos e tecnológicos para a sua realização (injeção, corte a laser, moldes em cera, entre outros).
A armação/esqueleto define e limita os espaços que irão, posteriormente, ser preenchidos pelo fio. É feita por uma chapa/fita de ouro ou prata, obtida no cilindro, que lhe dá a espessura e largura pretendida e na qual se vai fazendo o contorno e nervuras interiores da peça que lhe dão a resistência e o aspeto desejado. A armação/esqueleto pode ser feita manualmente ou utilizar meios mecânicos e tecnológicos para a sua realização (injeção, corte a laser, moldes em cera, entre outros).
• Enchimento da peça
 Encher uma peça significa preencher os espaços vazios da armação/esqueleto com o fio da filigrana. O fio que enche as peças é torcido como atrás se referiu, achatado e adelgaçado de forma a enrolar-se em SS, espirais e em rodilhões (Póvoa de Lanhoso) ou crespos (Gondomar), escamas, caracóis, caramujos e cornucópias. Para enrolar o fio, este é preso numa pinça ou buchela de ourives (em Travassos) e com movimentos giratórios vai-se enrolando o cordão até fechar os vazios da armação. Este processo de enchimento das peças, trabalho artístico propriamente dito, é feito essencialmente por mulheres, cuja leveza a agilidade de movimentos associada à persistência e paciência, tornam possíveis estas obras de minúcia e renda.
Encher uma peça significa preencher os espaços vazios da armação/esqueleto com o fio da filigrana. O fio que enche as peças é torcido como atrás se referiu, achatado e adelgaçado de forma a enrolar-se em SS, espirais e em rodilhões (Póvoa de Lanhoso) ou crespos (Gondomar), escamas, caracóis, caramujos e cornucópias. Para enrolar o fio, este é preso numa pinça ou buchela de ourives (em Travassos) e com movimentos giratórios vai-se enrolando o cordão até fechar os vazios da armação. Este processo de enchimento das peças, trabalho artístico propriamente dito, é feito essencialmente por mulheres, cuja leveza a agilidade de movimentos associada à persistência e paciência, tornam possíveis estas obras de minúcia e renda.
• Soldadura
 Molha-se a peça em água ou uma espécie de goma e verte-se a solda sobre a peça (utilizando a borrachinha). É uma operação difícil e que para ser bem executada requer muita experiência e perícia. O filigraneiro solda com o maçarico (maçarico bucal para as obras de ouro e forja para a prata). O objetivo final desta tarefa é agregar os diferentes componentes da peça sem que a soldadura seja visível.
Molha-se a peça em água ou uma espécie de goma e verte-se a solda sobre a peça (utilizando a borrachinha). É uma operação difícil e que para ser bem executada requer muita experiência e perícia. O filigraneiro solda com o maçarico (maçarico bucal para as obras de ouro e forja para a prata). O objetivo final desta tarefa é agregar os diferentes componentes da peça sem que a soldadura seja visível.
• Moldar a peça
 Quando a peça é constituída por vários componentes, é necessário agrupá-los, montá-los e embuti-los. Esta tarefa faz-se com um martelo, pinças e outras ferramentas, moldando a peça e dando-lhe relevo e toque personalizado.
Quando a peça é constituída por vários componentes, é necessário agrupá-los, montá-los e embuti-los. Esta tarefa faz-se com um martelo, pinças e outras ferramentas, moldando a peça e dando-lhe relevo e toque personalizado.
• Acabamentos (branqueamento, escovagem e secagem)
 As peças de filigrana, depois de soldadas ficam oxidadas e sujas, tendo de ser novamente recozidas. Para tal colocam-se várias peças num recipiente que vai a aquecer na forja a altas temperaturas. Depois de arrefecerem as peças são banhadas numa solução de água com ácido sulfúrico a ferver, 3 ou 4 vezes, até tomarem a cor da prata. A peça é esfregada com uma escova de metal muito fina com água e detergente, até ficar brilhante, ou vai a polir na máquina de esferas ou na máquina de polimento magnético. Por último a peça vai ao secador onde será feita a sua secagem.
As peças de filigrana, depois de soldadas ficam oxidadas e sujas, tendo de ser novamente recozidas. Para tal colocam-se várias peças num recipiente que vai a aquecer na forja a altas temperaturas. Depois de arrefecerem as peças são banhadas numa solução de água com ácido sulfúrico a ferver, 3 ou 4 vezes, até tomarem a cor da prata. A peça é esfregada com uma escova de metal muito fina com água e detergente, até ficar brilhante, ou vai a polir na máquina de esferas ou na máquina de polimento magnético. Por último a peça vai ao secador onde será feita a sua secagem.
Utensílios, ferramentas e equipamentos utilizados
Para além da iluminação natural (quase sempre presente através de grandes janelas que iluminam o espaço oficinal) e do mobiliário da oficina onde as bancadas de trabalho desempenham o papel principal, com as suas gavetas e compartimentos para guardar instrumentos pequenos e recolher os desperdícios dos metais, os utensílios/ferramentas utilizados pelos filigraneiros são vários mas simples. De salientar que o levantamento aqui registado é o da utensilagem (equipamentos e ferramentas) tradicional, sendo que alguns equipamentos têm vindo a ser substituídos por meios mecânicos mais eficazes e rápidos sem, contudo, se perder o caráter artesanal do processo produtivo (e não obstando, assim, à certificação das peças produzidas).

Alicate – utensílio de metal cuja função é a de preensão (agarrar e puxar).

Balança – utensílio indispensável à pesagem dos diferentes metais que compõem as ligas.

Banco de puxar fio - Banco em madeira comprido, destinado a estirar fio.

Bigorna - Instrumento em ferro, utilizado para bater chapa, aperfeiçoar peças e rebitar.

Borrachinha (Gondomar) ou cacifo (Póvoa de Lanhoso) – pequena peça cilíndrica, com um tubo lateral, destinada a distribuir a solda pelos objetos a soldar.

Buril - Instrumento destinado a cortar ou gravar metais.

Cadinho – pequeno recipiente de barro refratário onde se funde o metal e que vai à forja a altas temperaturas.

Candeia (petróleo e gás) - usada para dar fogo às peças a soldar ou recozer com auxílio do maçarico de boca.

Carrinho de puxar fio - Utilizado para, com uma fieira ou um damasquilho, puxar fio para a grossura pretendida.

Cilindro de fios – é usado para laminar o fio: o fio é passado por um laminador com sulcos sobrepostos, que formam orifícios de diâmetro cada vez mais reduzido, onde se regulam as espessuras do fio.

Dobadeira e bobine – cilindro de madeira onde é enrolado o fio.

Embutideira – peça de madeira ou aço, de forma cúbica ou cilíndrica, que tem nas superfícies várias cavidades de diferentes medidas, de meia esfera, que se destinam a dar forma côncava a chapas recortadas.

Escovas - de diversos tipos de material, adaptam-se a distintas funções: limpar peças, escovar a mesa, recolher a limalha para a gaveta de trabalho, brunir as peças nos acabamentos, etc.

Ferro de crespo ou rodilhões - espécie de alicate cujas extremidades se unem em cone. Fixa-se o fio na extremidade, introduz-se na embutideira (lâmina com pequenas cavidades cónicas) e faz-se um movimento de rotação. Obtém-se um pequeníssimo cone cuja superfície resulta do progressivo encurvamento do fio.

Fieira ou damasquilho – placa de aço espessa crivada de orifícios de calibres decrescentes, através dos quais o fio de metal passa diminuindo o seu calibre, até à espessura de um cabelo (entre o,15 e 0,20 mm)

Forja – fornalha usada para amolecer metais para serem fundidos e modelados a quente

Laminador – aparelho formado por dois cilindros sobrepostos, por entre os quais se faz passar a barra de metal que assim é esmagada até ficar reduzida a uma lâmina fina (“fita”). Pode ser manual (com manivela) ou elétrico.

Lima – ferramenta com um corpo estreito e oblongo, de ferro ou aço, serve para polir ou desbastar metais. Podem ter vários tamanhos e configurações.

Maçarico a gás – fonte de calor utilizada para soldar, aquecer, recozer peças

Maçarico de sopro ou bucal – canudo por onde o filigraneiro sopra com a boca para soldar a peça. Colocado entre a candeia e a piúca, o ourives controla a direção e a quantidade de fogo sobre a peça trabalhada.

Máquina de esferas – máquina utilizada no polimento das peças.

Martelo – utensílio em forma de “T” composto por um cabo de madeira e uma lâmina de ferro ou aço paralelepipédica em cuja uma das extremidades forma um bico. Serve para bater, aplainar, rebitar e pregar.



Mesa ou banca de ourives – mobiliário composto por uma série de elementos fundamentais ao trabalho em ourivesaria (o tampo é um tabuleiro retangular coberto por uma lâmina de aço; normalmente com três gavetas – uma para as ferramentas, outra para os materiais de trabalho e a de cima para apanhar toda a limalha que sobra das peças limadas, serradas ou cortadas). Geralmente são colocadas junto a uma janela para usufruir de luz natural ou debaixo de calha de iluminação artificial.

Pinça ou buchela – tenaz pequena utilizada para trabalhar/enrolar o fio da filigrana no enchimento, segurar pequenas peças e montar outras. Na Póvoa de Lanhoso, a buchela tem o duplo papel de pinça e cortante.

Placa refratária – placa de areia prensada que serve de suporte às operações de soldadura, recozimento e vitrificação do esmalte. Antigamente utilizava-se a piúca ou aranhola e ainda o “testo” (disco de cerâmica).

Rilheira – molde em ferro ou aço sobre o qual o ourives verte a liga fundida para produzir chapa (para obtenção do arcabouço) ou fio.

Rubis – placas circulares metálicas que suportam a pedra de rubi, com orifícios de espessuras muito finas, variáveis. É a última fase de adelgaçamento do fio.

Secador – tem a função de secar a peça

Serra ou serrote – instrumento cortante com lâmina dentada de aço.

Tais ou tás – espécie de bigorna. Bloco de aço de superfície plana, sobre o qual o ourives trabalha (bate chapa, aperfeiçoa e rebita).

Tenaz – instrumento metálico (ferro ou aço) de tamanhos diversos, com duas extremidades que servem para agarrar/segurar as peças. Há vários tipos de tenazes consoante a função a que se destinam: tenazes de fundição para tirar os cadinhos da forja, tenazes de estirar usadas no banco de fio, tenazes mais pequenas para funções de preensão e dobragem do fio.

Tesoura – é usada pelas enchedeiras (de Gondomar) e a sua função é cortar o fio da filigrana. Na Póvoa de Lanhoso, o lado cortante da buchela é o instrumento de corte utilizado.
Fonte: Ramos, Graça, Caderno de Especificações para a certificação, 2017